1. The condensate tray of the air conditioning terminal equipment in the purification workshop overflows, and the condensate cannot be drained through the pipeline. The countermeasures for this problem are:
Where the condensate pipe is connected to the cabinet-type air-conditioning unit and the combined air-conditioning unit, a water trap should be installed. The height of the water seal of the water trap must meet the design requirements. If the design does not provide detailed technical requirements, the unit can be drained according to the condensation water. The maximum negative pressure value is used to determine the height of the water seal. In fact, the negative pressure value is difficult to test and calculate, so it is generally determined according to the external residual pressure value of the unit. When installing cabinet air conditioner unit and combined air conditioner unit, the inside of the unit should be cleaned, and when the fan coil unit is installed, the condensate tray should be cleaned to prevent garbage and sundries from entering the condensate pipe and blocking the channel.
The condensate pipe should be constructed according to the drainage slope required by the design. If the design does not specify, the slope should be greater than or equal to 8‰, and the pipeline connected to the equipment should be greater than or equal to 1%. Before the pipeline design, the pipeline well, corridor and other pipelines should be dealt with In dense places, recheck the pipeline elevation and direction, and arrange them reasonably to ensure that the condensate pipes are installed at an appropriate slope to avoid insufficient slope or slope fall. The length of the hose at the connection between the condensate water pipe and the equipment should be appropriate. It must not be used to adjust the position deviation of the condensate water pipe and the condensing interface of the equipment, and the hose should not be used as an elbow. A support or hanger should be provided near the hose to Avoid twisting and deflation of the hose.
The condensed water main pipe should be connected to the nearest toilet, floor drain, drain, etc. to avoid long horizontal pipes and too many elbows. For long horizontal pipes, it is recommended to ventilate the pipes directly to the atmosphere at the top of the riser. In order to discharge the condensate smoothly, a sweeping port is provided at the beginning of the horizontal main pipe to facilitate the cleaning of the pipeline; for the condensate drain pipe connected to the drain pipe, a water trap should be provided at the access point; the condensate drain pipe must not be connected to the rainwater pipe And other pressure pipes. Zhongjing Global Purification can provide consultation, planning, design, construction, renovation and other supporting services for purification workshops and clean workshops.
2. When welding pipelines, the corresponding measures should be taken for the problems of poor welding joint formation, welding seam welding slag has not been removed, welding seam rust leakage, and the two ends of the welding seam are not concentric:
Measures to prevent meat bite defects, correct selection of welding rod, welding current and speed according to the thickness of the pipe wall, mastering the correct method of transporting rod, selecting the appropriate electrode angle and arc length, and swinging symmetrically and evenly along the center line of the weld. Measures to prevent under-welding: correctly select the counterpart specifications, pay attention to the cleaning of dirt on both sides of the groove, pay attention to adjust the electrode angle at any time, and correctly select the welding current. Measures to prevent stomata: remove debris such as water and oil rust inside and outside the groove before operation. The alkaline electrode should be dried before use; choose a suitable flow value and the speed of the bar should not be too fast. Measures to prevent cracks in the welding joint: reasonable determination of the welding seam position, reducing staggered joints, preheating for carbon steel with high carbon content before welding, heating in welding if necessary, annealing treatment after welding, and spot welding The solder joints should have a certain size and strength, do not suddenly extinguish the arc, and fill the molten pool when extinguishing the arc. When arranging pipeline supports and hangers, ensure that the distance between the butt welds of the pipeline and the supports and hangers is greater than 50mm. It is not advisable to make holes on the welds and other edges. It should be avoided as much as possible. When holes must be opened or reinforced, Welding seams within 1.5 times the diameter of the hole or the diameter of the hole reinforcing plate shall be inspected after passing the non-destructive inspection; when cutting the pipe, the cross section of the pipe mouth shall be perpendicular to the center line of the pipe to prevent the pipes at both ends of the weld from being concentric.

Adopts good quality PCGI surface sheet with PU as......
Adopts good quality PCGI surface sheet with PU as......

Hand made hollow magnesium oxide panel
Adopts good quality PCGI surface sheet with hollow......
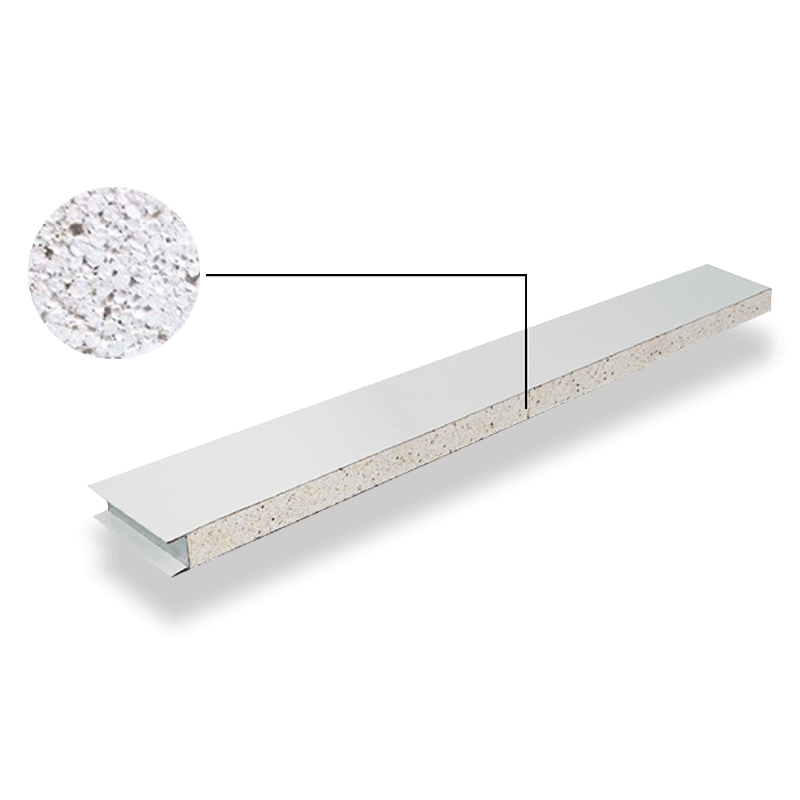
Machine made silicone rock sandwich panel
Adopts silicone rock as the core fller. Using G.I......

Our purification door has good out look, strong, ......

Our purification door has good out look, strong, ......

Our purification door has good out look, strong, ......

Steel door with shape connection
Our purification door has good out look, strong, ......

Factory direct Auxiliary aluminum profile
Purification aluminum profile is the accessory to......
high quality Auxiliary aluminum profile
Purification aluminum profile is the accessory to......
Official website
About Us
Purification products
Application scenario
Copyright: Jiangsu Yanxin Environmental Science & Technology Co.,Ltd.
Address: No.316, Tuncun East Road, Tongli Town, Wujiang Distrit,Suzhou, Jiangsu, Environmental Purification Products Manufacturers

 Sitemap
Sitemap
 EN
EN